中铸大学
标题: 卷气密度不够,大师们看看怎么改善 [打印本页]
作者: 方格 时间: 2017-9-5 17:49
标题: 卷气密度不够,大师们看看怎么改善
直径150,高140,400克左右,流道有没有问题?





作者: 朱建清 时间: 2017-9-5 18:52
流道需要改善。
作者: 693850714 时间: 2017-9-5 19:56
两边的进料朝上接顺!
作者: 刘广富 时间: 2017-9-5 20:40
 2、钳形馈送浇道
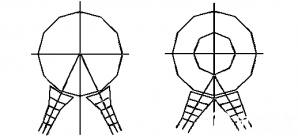
2、钳形馈送浇道钳形馈送浇道多用于以下两种情况:第一,在浇口宽度适当时,浇口厚度太厚;浇口厚度适当时,浇口宽度太宽。前面讲过,浇口宽度对压铸充型更为重要,为了使浇口宽度适当,浇口厚度也适当,设置如图7a表示的两个对称的馈送浇道,两股金属流成钳形流动充型。这种钳形馈送浇道,形成钳形的两个馈送浇道中心线一般都正对压铸件中心。第二,盘形压铸件上有一个直径较小较高的凸起,比如汽车水泵体,为了使较小的凸起得到良好地充型,可以选用图7b表示的钳形馈送浇道,目的在于提高充型金属流的“爬坡”能力。这种钳形馈送浇道,形成钳形的两个馈送浇道中心线的交点,一般在较小较高凸起的外缘,这样,两股金属流在交点合成一股更强的金属流,集中对较小的凸起充型。
这里要着重提示一句,钳形馈送浇道要求对称,如果不对称,金属流进入型腔汇合后的流动方向,将会发生偏移。选自《压铸模浇道系统设计实践》一书。
-
图片1.png
(8.11 KB, 下载次数: 134)
作者: 101455 时间: 2017-9-5 21:01
先不说密度好不好,首先你外观都没调好。
作者: 刘广富 时间: 2017-9-5 21:03
 已经做出来了,建议按图示改一下看看,两侧的小分流岛打开成浇口,浇道角度、浇口宽度在电脑上模拟确定,效果好了,再改模具,以免改来改去影响模具寿命。如果先看看《压铸模浇道系统设计实践》一书,看一看扇形浇道原理和设计计算,改起来可能会更有目的性。
已经做出来了,建议按图示改一下看看,两侧的小分流岛打开成浇口,浇道角度、浇口宽度在电脑上模拟确定,效果好了,再改模具,以免改来改去影响模具寿命。如果先看看《压铸模浇道系统设计实践》一书,看一看扇形浇道原理和设计计算,改起来可能会更有目的性。
-
PIUpep7GggHf.jpg
(107.15 KB, 下载次数: 138)
作者: 刘广富 时间: 2017-9-5 21:07
其实,这类零件,三板模中心浇口更好。
作者: 云深无迹 时间: 2017-9-6 10:51

作者: 1819552541 时间: 2017-9-6 11:55
排气不够。
作者: 东莞小青年 时间: 2017-9-6 13:03
进料口要改善
作者: yuyubo 时间: 2017-9-6 13:05
型腔全部放定模或动模,这产品都很难做好,就算能做产量也不会理想
作者: 方格 时间: 2017-9-6 19:47
刘广富 发表于 2017-9-5 21:03 
已经做出来了,建议按图示改一下看看,两侧的小分流岛打开成浇口,浇道角度、浇口宽度在电脑上模拟确定 ...
谢谢刘老,非常感谢!
作者: 方格 时间: 2017-9-6 19:49
朱建清 发表于 2017-9-5 18:52
流道需要改善。
画个图可以吗?你是江西吉安人嘛?
作者: 979039655 时间: 2017-9-6 20:54
刘广富 发表于 2017-9-5 21:07
其实,这类零件,三板模中心浇口更好。
对呀,三板模
作者: 戚红山 时间: 2017-9-7 11:12
改一个中心进料就好了
作者: 不特别@却唯一 时间: 2017-9-7 13:26
请问一下这套模具有没有用冷却水?
作者: 朱建清 时间: 2017-9-8 10:46
安福。就你出示的产品缺陷,改善有两点:1进浇口宽度还不够。 2适当增加个排气阀。 这些问题只能用心去理会,图片不能帮你解决问题。
作者: 方格 时间: 2017-9-8 16:25
yuyubo 发表于 2017-9-6 13:05
型腔全部放定模或动模,这产品都很难做好,就算能做产量也不会理想
那要怎么做呢?
作者: 精工压铸 时间: 2017-9-8 20:50
我们有同类模
作者: 方格 时间: 2017-9-9 07:01
精工压铸 发表于 2017-9-8 20:50
我们有同类模
有没有成功的方法啊!
| 欢迎光临 中铸大学 (http://bbsh5.zonzu.cn/) |
|


